
Already Xmas in Holland? :hmmm:
I love these Poppel Folders!
Congrats!
It is still cold overhere so why not? ![]()
Already Xmas in Holland? :hmmm:
I love these Poppel Folders!
Congrats!
It is still cold overhere so why not? ![]()
I really like that! Good job! ![]()


The loot from the last two weekends:
Spyderco Gayle Bradley
Poppel custom Tactical Flipper
Messerkonig Darkstalker Folder ![]()
Kuhdex scheide
TFDE pin
Lanyard mit Titanium .45 ACP

Neben der "besseren" Griffneigung bringt die Formgebung des Griffs durch Markus/Roman noch den Vorteil, daß man den Griff beim Hacken nach vorn gleiten und nur noch mit den vorderen Fingern um den Knauf umfassen kann. Auch das geht auch mit Khukris recht gut. So schwingt das Messer mit noch mehr Vorderlast und Tempo der Spitze, der Impact geht nicht so ins Gelenk....
Der griff von der Taurus hatt das auch.
I really like that one!! ![]()
Danke fur die schone bilder Tamer, und viel spass gewunscht!
Der alte version wahr zu schwehr nach meine idee und der neue ist leichter und besser balanziert.
Wieder danke fur die complimente!
Erik
700 - 800 ist OK abhangig ihre kraft. Ein grossere man konnt eine messer mit mehr gewicht benutzen aber nicht im jeden fall.... ![]()
![]()
BvBh Ich habe auch eine!
Danke fur die schone bilden und die complimenten allen!
A black Taurus 12 with Black/Green micarta.

Hope you like it!
Thanks guys! See you next weekend!
Thanks for your compliment!
The nickelsteel in this knife has 0.75% carbon in it so it hardens just fine along with the O2.
You could even make a perfectly servicable knife of the 75ni8 alone.
It is not pure nickel you see, that would not make a good knifesteel.
The Erl goes till 2cm from the end of the handle.
A damascus Taurus 16 with stabilised Swampoak.
Damascus of O2 and 75ni8, 280 layers.
Hope you like it!
Welcome Gudy menneke menneke menneke!!
A little more rustic Taurus 12.
The O1 blade is sanded to 800 and etched in ferricchloride.
Brown micarta handle.


Hope you like it!
The final pics......
The knife is completed and sharpened and the sheath only needs a bit if leathergrease.
It will be shipped early this week. I hope Mark likes it.
I want to thank you all for your nice comments and especially Mark for asking me to make him this knife.


And my famous inhand shot.....
Thanks,
Erik
I am doing a WIP on Bladeforms on a knife for someone there.
If you are interested:
First pic is welded, forged and profile ground. 
On the second pic I have ground the bevels and the transition to the bolster.
A little more grinding and it is ready for heat treat.
Here is the progress of yesterdayevening.
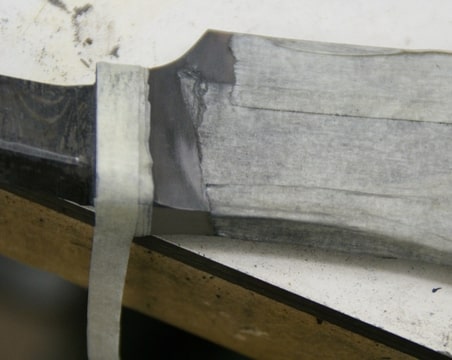
After rounding the bolster to its final shape i placed the blade in my newly made clamp for grinding and filing the back of the bolster square and flat.
It has a slot on the front so I can see if the blade is in the right position and has 2 leathercoverd steel plates inside it that are pushed together by the bolts sticking through the sides. It also has a piece of allthread running through the bottom of the square tube and the plates so the don't drop out. There is a hardened steel plate on top so the file doesn't chew up the surface. It works much nicer than my old clamp wich I will show later.

Here you can see the plates clamping the blade.

After grinding away the bulk of the unneeded steel.

After filing the back of the bolster.

Here it is out of the jig, the tang is still almost half an inch thick by a little over 3/4 high, that doesn't come off easily..

I ground and filed the false edge and tomorrow evening it's time to clean up the tang and grind the blade to 400 before heattreat.

Ground to 400 and a quick etch to see where we are going.

The blade with the beautiful stabilised Redwood burl block provided by Mark.

Drilling the pilothole.

Getting there...

Sawed off the angle for the bolster with not much fitting left to do.

The block fitted against the bolster, the contour of the handle scribed and ready to drill the pinhole.

The blades painted in antiscale compound and my HT oven heating up.

Quenchoil heating up. This is Durixol 25W wich is a professional HT oil, I have been using it for almost a year now and it is a great improvement over peanutoil in hardness and keeping things straight.

The blades as-quenched, nice and straight and free of scale. Lucky me......

Here is the block ground to profile and the lines for the contour scribed.

Roughly ground to shape.

With the template I use for these knives.

The corners knocked off and roughly shaped.

I make sure i keep the centerlines on top and bottom so it is easier to keep things symetrical.

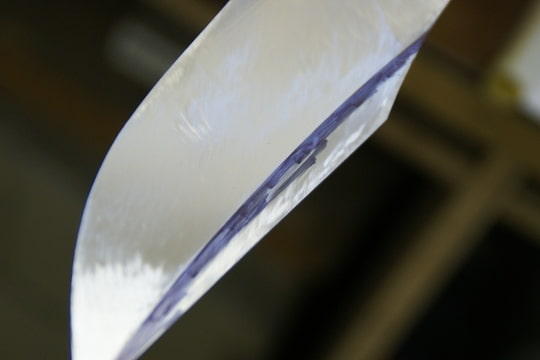
Now it is time to finish the blade. I like a flatground blade so I use a DMT diamondplate to take out scratches and high spots to get things really FLAT.
This is after a few wipes and it was almost flat already.

Both flats finished to 600 grit.

Cleaned up the swedge with a Diafold and put some marker on it so when I sand the flats one more time I can see if I have a nice flowing line.

Cleaning up the bolster with a 600 Diafold.

Finishing the choil with an EDM stone.

Before finishsanding to 1000 grit I will put th final shape and finish on the handle because now I have the final shape of the bolster.
To make the handle to it's final shape I like to have a small step between the handle and the bolster.
I do this by cutting a narrow strip of masking tape and wrap that around the bolster.
I grind close to the maskingtape and do the rest by hand until the fourth layer of tape starts coming off so I get a even step of three layers all around the bolster.
Cover the blade with a piece of bycicle innertube because accidentally hitting an almost finished blade with a fast moving 40 grit belt is not funny......

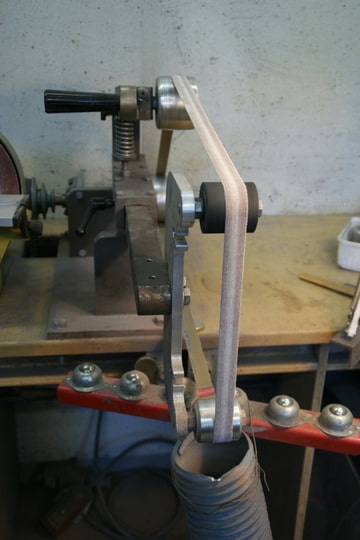
Getting ready to grind the handle close to the maskingtape.

I have split a 220 belt to about 3/4" to get into the tight curves of the handle.
Make sure to break the edges of the split belt so they do not dig into handle.

Handle roughly shaped.

Hand sanding to the maskingtape with 120 grit.
I will peel off the first layer of tape with 400 grit.

Handle sanded to 400. I do not like highly polished handles so I use an oil I got from a dutch knife maker that really pops the grain and fills any voids or checks in the wood with the oil and sandingdust.
You can see the first layer of tape coming off.

Handle at 800 grit with the magic oil. It has a bit of resin in it so it hardens with time and gives a very nice satin finish.

Handle at 1000 grit.

Overall vieuw with it's little brother wich I am making for myself.
Now comes finish sanding.

I use a piece of plastic tube because it fits the transition to the bolster and it sands faster.
I do not have to readjust the paper everytime, I just turn the tube a little while sanding.
It also gives more pressure on a smaller surface wich gives the paper more bite.

Blade sanded to 800. Logo is next.

I put a strong light under the blade so I can see where to put the stencil. It takes the guessing out of it.
Stencil from Ernie Grospitch.

I use a batterycharger and a Q-tip and a bit of salted water.

Stuff used to do the etch.
Next is sanding to 1200 and etching the blade.

Blade sanded to 1200. It looks nice as it is, not sure if I want to etch it......

For rounding the butt end of the handle I put a piece of tape around it as a guide.

Started sanding with the mistery oil.
Anything that is off will get corrected at this point.

Sanded to 1200 while using the oil.
Another advantage of sanding with the oil is that the paper keeps cutting even at 1200.

The handle is finished, I will keep oiling and sanding the oil in the next few days.
It has at least 15 coats of oil by now.

Getting ready for etching.
A tube of ferric chloride, Vim for degreasing windex for neutralizing, WD40 for rubbing off the oxides and gunoil for protection of the etch.
Vice grips for holding the blade in the tube and not dopping it on the bottom or through the bottom.....
The Vim is the best degreaser I have found, it leaves absolutely no white streaks when you pull the blade out of the etchant to see how it's doing.

Blades etched and oiled up, tomorrow is assembly day!

Time to glue it up.
I degreased the tang, pin and front of the handle.
Normally I do this in the shop but it is far too cold there to the epoxy any good.
The clamp is not really there to press the handle and blade together but more so i can hold it to do the clean up with WD40 and a bamboo stick.

Carefully filing down the pin.

Again sanding up to 1200 using the oil.

Yes, I can't wait for Langgons!
Thanks for your compliments!
A Taurus 12 of 300 layers damascus, 75ni8 and O2.
Black micarta handle.
Welcome to the darkside!



Hope you like it!