
Einige Rohlinge Laser schneiden lassen,
darunter auch das Griffin´s Claw.

Grüße Stefan
Einige Rohlinge Laser schneiden lassen,
darunter auch das Griffin´s Claw.
Grüße Stefan
Vom Laserschneiden angekommen
Familienfoto der Tactical Hyena Familie ![]()
Und jetzt dauert es wieder ein 1/2 Jahr bis ihr etwas von mit seht :biggrin:

Grüße Stefan
Und das ist grundlegend auch nicht fals oder irreführend.
Das Sax hat unterschiedliche aussehensweise je nach Kultur und Zeitalter
Das Sax gab es sowol in Skandinavien bis hins dazumalige Frankenland.
Funde aus Keltengräber deuten darauf hin dass das Kurzsax als
Ritualwaffe benutzt wurde und selbst innerhalb einer Eppoche
hat sich das Aussehen gewandelt.
Somit ist das Sax ein universalbefrigff.
Grüsse Stefan
Moin
Als taugliches Wikinger Sax müsste es doppelt so groß sein.
Da im Anfangspost bereits angemerkt es ein altes Germanenmesser
In die Moderne geführt wurde, können fast 1000 Jahre Entwicklung
Auch mal dafür sorgen dass etwas schrumpft ![]()
Grüsse Stefan
Weiter ging es mit dem Tactical Cherusker Sax.
Nach der Panne letzer Woche, heute gleich mal das Cam auf den allgemeinen Nullpunkt angepasst.
Da ich WIG Schweißen kann, war die Panne mit dem Fasenfräser relativ schnell geflickt und angepasst.
Noch etwas die Ecken bei den Jimpings abgestrahlt damit die Gräte vom Fräsen raus sind. Etwas die Schneide verzogen
und dabei fest gestellt dass sich die ohnehin schon labile Spitze verbogen hat. Also musste die Schneidenkontur etwas angeglichne werden.
3D versus Holzmodel versus Realität 






Was fehlt noch? Am Griffende bekommt das Sax eine schöne Riffelung mit einer Kannelierfeile, die Schneide noch sauber bis auf 400 Korn verziehen
und die Schrift noch per Handgriffel gravieren. Der Abgesägte Messerkopf sauber verschleifen und die falsche Schneide anbringen.
Griffschalen? Was sicher dazu passen würde wäre 2 - 3 Lagen Lederstreifen herum gewickelt.
Aktuell wird es Olives Kanvasmicarta mit Kettenblattschrauben.
Schneide?
Hmmmm Leder oder Kydex ?
Grüße Stefan
Die 42a deffinition hat sich hinreichend als Sinnbefreit herausgestellt.
Man kann JEDES Messer verdeckt und versteckt tragen, deshalb leuchtet mir nicht ein was an einem Fixe andest sein soll
als an einem Folder. Das Herrchen des Messers ist das " Problem " und nicht das Messer selber, aber egal.
Das Kickstarterprojekt ist genau so sinnfrei meines erachtens

Aber ist doch eigentlich auch wieder schön, auch mal bei so ner Zielgruppe ein nettes kleines Messerchen unterzubringen (genug ausgewachsene Folder sehen eh schon so aus). Nur leider wieder nicht in D, denn das Ding ist ja ein bööööses Einhandmesser(-chen) und damit natürlich hier trageBESCHRÄNKT.
Warum mir das "BESCHRÄNKT" beim 42a groß geraten ist? Öööh
Der Micha hats mal wieder SACKrealistsch auf die Spitze gebracht

Respekt!!!
sage danke schön
 Alles anzeigen
Alles anzeigenTach auch,
Sehr geil!

Mfg, IronDice
Danke fühle mich geehrt ![]()

Nur weiter so
ich kann das fertige Ergebnis gar nicht erwarten
Beste Grüße
Michael a.k.a. mikio
und deshalb geht es jetzt weiter im Text ![]()
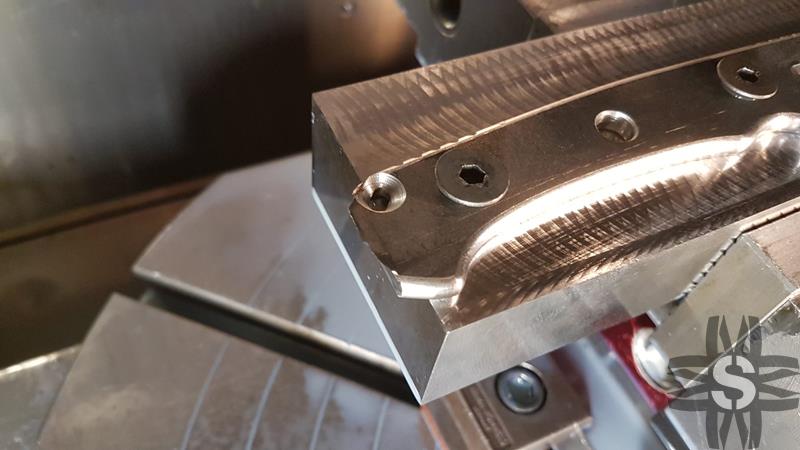
Da an einer 5 Achs Maschine gefräst wird, kann der Schneidenwinkel angeschwenkt und gerade abgezeilt werden
Der Tisch ist also um 8,5 Grad schrägt

Die Oberfläche der Schneide ist nicht ganz so astrein, weil das Rohlingsmaterial von Jürgen Schanz durch die Schlagschwere übel berzogen war. Habs versucht zu richten, ging so LALA. Deshalb lag das Rohlingsmaterial zum Teil nicht auf und hat etwas
viebriert.

Alles wo angefasst wird eine schöne Kontur als Teilradius angefräst
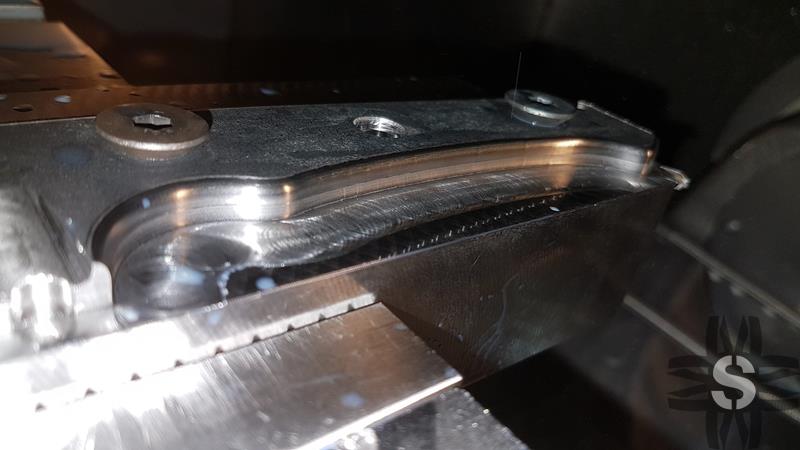
Umgespannt auf Seite zwei. Hatte bedenken, dadurch dass die Schneide unten im Freien liegt, evtl extrem viebrieren würde. Das
hat sich dann durch stechendes Fräsen erledigt, so wird das Material immer auf die Vorrichtung gepresst.

Das kleine Miststück ist jetzt schon BISSIG. Egal, dann würde die Klinge halt nach alter germanischer Tradition mit Blut geweiht.

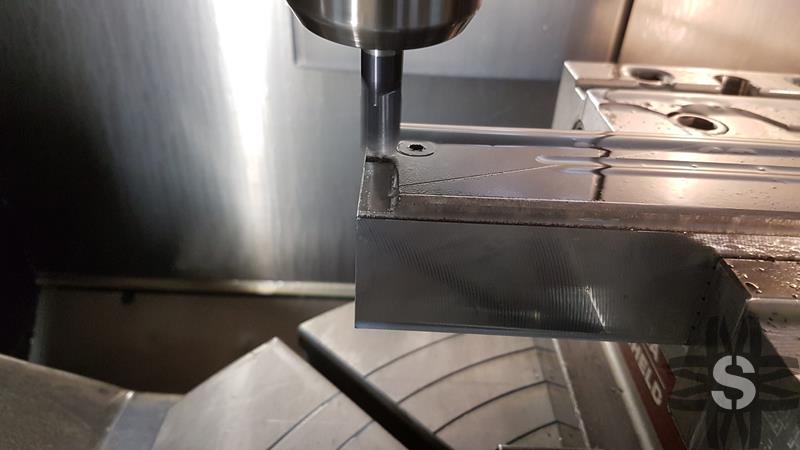
Das Cam und Cad kann noch so gut sein wenn der Fehler meist 60 cm VOR der Maschine entsteht.
Habe zwei unterschiedliche Nullpunkte verwendet. Normal benutze ich immer den Mittelpunkt in Z, diesmal haber im Cam Oben als Z null
und beim mauell programmieren in Z Mittelpunkt. Tja wie kommt so etwas? Wenn Frauchen wartet und stresst und man den Blick schon im Rücken spürt dann fängt man das Hetzen an. Also was ist passiert: Nullpunkt 1 ( mitte Teil ) war noch aktiv, und hab das Cam Programm für oben Z Null laufen lassen. Und rumst ist der Anfasfräser um 2,8 mm tiefer gefrahren. DAS wäre die letze Bearbeitung gewesen dann wäre die 2. Seite auch fertig GEWESEN....
Jetzt muss das ganze Eck entweder aufgeschweißt oder raus gefräst und per Messing ersetzt werden.
Mal schauen was ich mach.
### Edit Nachtrag ###
Es wird ein verdecktes Lanyardloch. In die Griffschalen wird ein Pin eingelassen und somit kann der Lanyard verdeckt eingefedelt werden.
### Edit Nachtrag ende ###
Grüße Stefan
Das erste Prototypen Sax liegt auf der Fräsmaschine.
Schon genial wenn man mit Hartmetallbohrer wild drauf los bohren kann und in 1 min alle Bohrungen fertig und in top Qualität sind.
Hier noch zwei Bilder wie aus einer Zeichung im 2D ein 3D Teil wird und dann später in UltraHD in der Virtuellen Realität gefräst wird :laber:
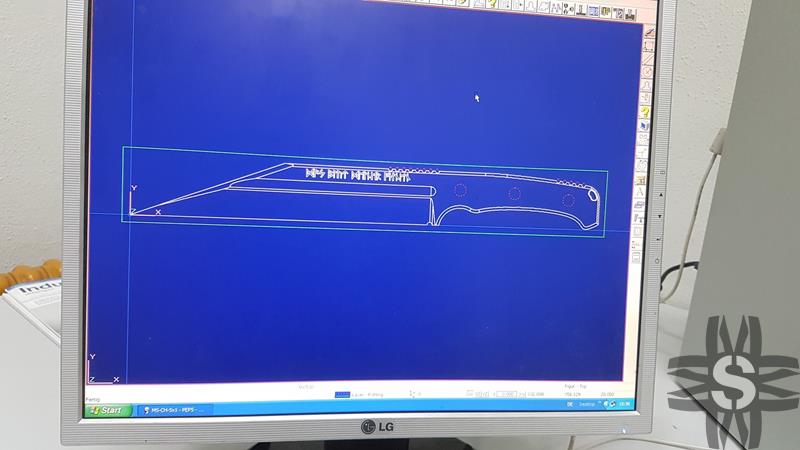
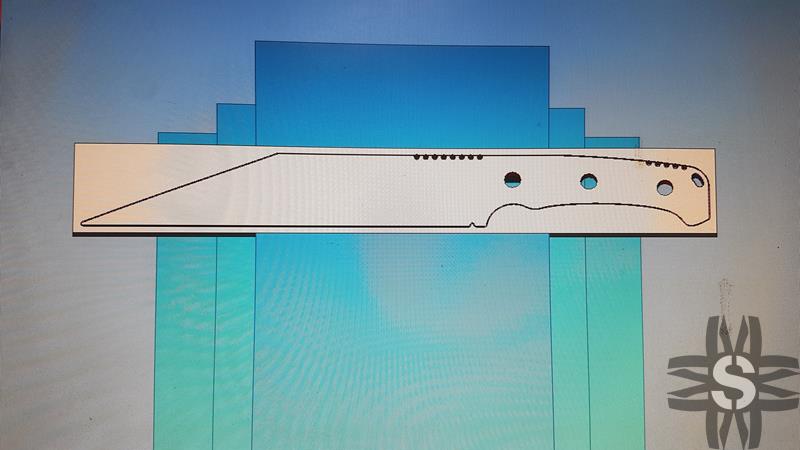





als nächstes wird der Rohling zurecht gesägt, auf eine Vorrichtung gespannt, außen fertig gefräst und die Schneide auf der 5-Achs Fräse
angeschwenkt und gefräst.
Dann der Radius an der Außenkontur angefräst.
Dann umgedreht und alles gespiegelt nocheinmal.
Ich habe die möglichkeit die Runen zu Lasergravieren.
Aber entschieden habe ich mich die Runen per Hand zu mit einem Gravierstichel zu gravieren.
Ist autentischer und die Runen werden mit Energie aufgeladen :crazy:
Grüße Stefan
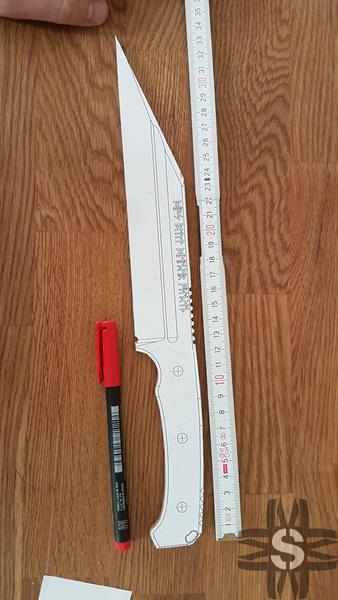
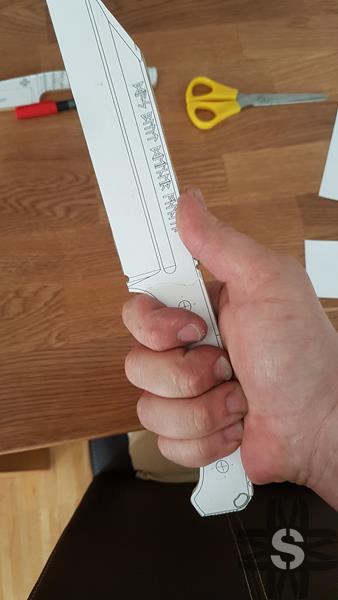
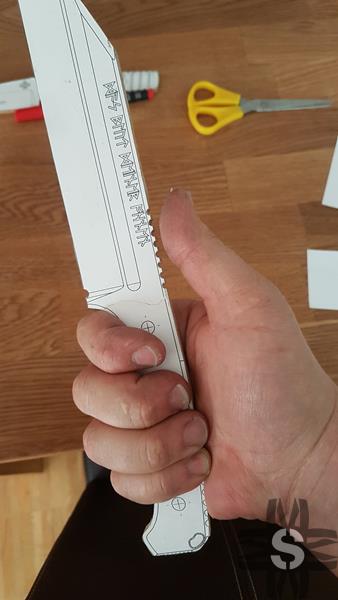
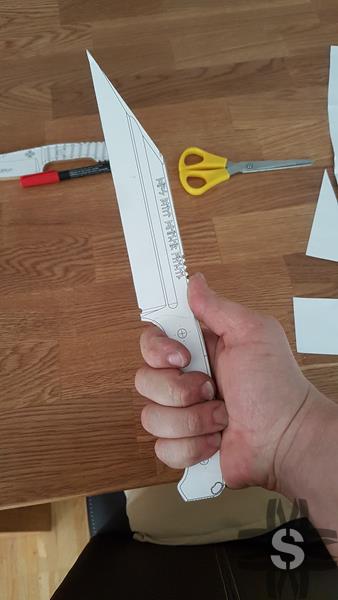
Mal in Holzschablone umgesetzt.
Die Testschnitte wurden nur in Edelstahl geschnitten, weil der Laserschneider geil aufs Testen war wie klein die Jimping sein dürfen.
Geiler Typ, selten dass Firmen sich so um Privatkunden kümmern.
Also zurück zur Holzschablone


Grüße Stefan
Wirklich gut geworden, entspricht voll meiner Kragenweite.
Der Anschliff ist absolut sauber, hochachtung dafür. Das Schöne dabei ist ein Funktionierendes Design an seine Größe anpassen zu dürfen.
Solange man nicht LKW´s damit stemmt dürfte die Sollbruchstelle keine Rolle spielen. Ich persönlich hätte
die Fingermulde etwa nach oben gezogen um mehr Fleisch zu bekommen, hätte der Handlage nicht geschadet.
Grüße Stefan
Erster Testschnitt zwecks Rohling Laserschneiden


Grüße Stefan
Ja das mit der Datensicherung war mir eine Lehre
Erste Testschnitte zwecks Schnittgüte sind bereits vollbracht.




Größenverlgleich Tactical Cherusker Sax vs Tactical Hyena
Grüße Stefan
Es gibt diese lager auch mit gehärteten Unterlegscheiben.
Hab selber welche da könnte die nachher mal zeigen
Grüße Stefan
wow echt du vermehrst sägeblätter? Aus eines mach PING zwei ![]()
Echt nicht ? ![]()
Alligator aka Pummel-Fee (Heavy use Framlock Folder)
Alligator die taktische Pummel-Taschen-Fee ![]()
jetzt mal unabhängig von dem hier gezeigten Design möchte ich einfach mal was loswerden... Ich freue mich auf den Tag an dem du anfängst Folder zu kreieren
Mach bitte weiter so =)
ZEIGEN JUNGE!! ZEIGEN!!!
BASTELLECKE ![]()
Ich würde einen einfachen rostenden Stahl wählen wie z. B. 1060 oder 5160 bzw. 80CrV2. Die Kopflastigkeit muss ebenfalls gut ausbalanciert werden, das ist nicht so einfach bei großen bzw. langen Klingen. Wenn man keine gute Balance auf der Klinge hat, dann hat man wenig Freude bei der Arbeit mit dem Messer.
Geb ich dir recht, die Idee mit HSS ist gestorben. Die Länge wird auch um min 100 mm kürzer und der Stahl wird ein 1.2235
Grüsse Stefan
Danke für die Ermutigungen.
Hatte heute vor ins Geschäft zu gehen und zumindest mal den Rohling vorzubereiten.
Dazu muss ich aber erst die Schablone auf Holz ausschneiden und schauen ob die Grifflage so passt, und was muss passieren ![]()
Drucker verreckt..... letzte Woche der Lappi abgeschmiert, zum Glück konnten die Daten rekonstruiert werden.
Hab mir schon überlegt eine Kleinserie als Lizens machen zu lassen bzw von einem anderen Messermacher in Produktion und von ihm verkaufen zu lassen.
Leider haben alles die ich angeschrieben habe bisher abgesagt weil viel Arbeit und wartezeiten weit über 4 Monate.
Grüße Stefan
Danke Nikko
es muss endlich eine eigenen Werkstatt mit Bandschleifer und ner kleinen CNC Fräse her ![]()
Danke, schätze ich bin einfach zu doofe zum Schreiben.
Grüße Stefan