
Den biomechanischen Regelkreis muss ich mir merken ![]()
So einen BS200W hab ich auch noch im Keller stehen.... meine ersten 4 Messer hab ich damit gemacht, dann war die Geduld am Ende ![]()
Beiträge von satanos
-
-
Habt ihr eigentlich eine Drehzahlrückführung? Weil wenn nicht regelt ihr nichts, ihr steuert.
Konventionelle Asynchronmotoren mit FU zum Bandschleiferantrieb werden zwischen 15-65Hz gespeist.
Es gibt einen 3-poligen BS200D das ist der Vorgänger des BS175. Allerdings wie hier schon geschrieben wurde, das Ding ist eher was für Leute die mit viel Geduld vor einem suboptimalen Gerät (mit Umbauaufwand) stehen wollen, was dann doch nicht das ist, was man sich zum Messerbauen wünscht.
Entweder lieber etwas mehr Geld in die Hand holen (wenn man es ambitionierter betreiben möchte) - mit dem Metabo Teil leben - oder feilen.Es gibt noch die Möglichkeit einen Drehzahlsteller zu verwenden (siehe Bohrmaschine & Konsorten). Dimmer für induktive Lasten. Ob das am BSXXX von Metabo funktioniert hab ich nicht getestet (sollte aber), ein ordinäres Phasenanschnittmodul (kappen einer, beschneiden einer weiteren Halbwelle) funktioniert an dem Motor definitiv nicht.
-
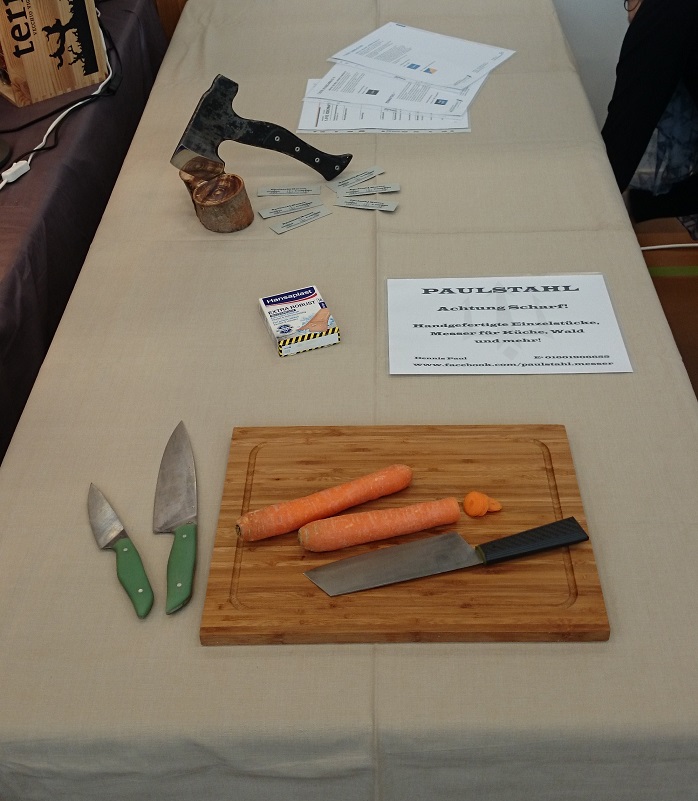
Soso – die Kunst & Hobbyausstellung ist rum, die Kochmesser wurden dafür „so gut es ging“ fertiggebaut. Steckerle heißt Erfahrungen sammeln, Bohrer Abbrechen, sich mit Kleber zusauen und und und ïŠ



Am Ende alles gut in Leinöl versiegelt (Staubsaugermethode
 ) und die Klingen auch mit Leinöl versiegelt – flyin high on Aceton um alles wieder abzugbekommen, aber is ganz passabel geworden. Davon abgesehen dass die Klingen sich so verzogen haben wie sie wollten und sich nicht richtig richten lassen wollten (weder unmittelbar nach dem Härten, noch per Richthammer) hat meine Frau ein neues 9-er Set in der Küche!
) und die Klingen auch mit Leinöl versiegelt – flyin high on Aceton um alles wieder abzugbekommen, aber is ganz passabel geworden. Davon abgesehen dass die Klingen sich so verzogen haben wie sie wollten und sich nicht richtig richten lassen wollten (weder unmittelbar nach dem Härten, noch per Richthammer) hat meine Frau ein neues 9-er Set in der Küche!Die Ausstellung war sehr interessant, natürlich kamen ein paar Pazifisten mit Sprüchen „sind die gebaut wurden um jemand abzustechen“, aber viel mehr interessante Menschen, auch aus der nahen, oder weniger nahen Entfernung, messeraffin, offen, gab viele Gespräche, hat mir gefallen

Letzten Endes ging es dabei auch mehr ums mitmachen und zeigen. War sogar nicht der einzige mit Messern
Von den gebauten Messern will ich gerne noch ein paar vernünftige Fotos machen, nicht nur diese Handydinger, sodass man sich mal ein richtiges Bild darüber verschaffen kann, wie die Dinger denn nun in echt aussehen. Es ist gerade Wetter, das werde ich noch nachlegen!
So sah es auf dem Stand aus:




Jetzt ist erstmal Messerpause, etwas Füße hoch, liegengebliebene Sachen nachholen, an neuen oder anderen Designs feilen und die Messer mal benutzen
Zwischenzeitlich ist der Drang eine Fräse zu besitzen (weiß zwar nicht für was… will aber eine) wieder aufgekommen, da das aber schwere, teure und aufwändig unterzubringende Teile sind, hab ich mich für einen Selbstbau mit einem Kreuztisch, Fräsständer und Kress Fräsmotor entschieden. Wenn sich damit was anfangen lässt, kann man immer noch einen Schritt weitergehen, ist auf jeden Fall ein Projekt, das angegangen wird.
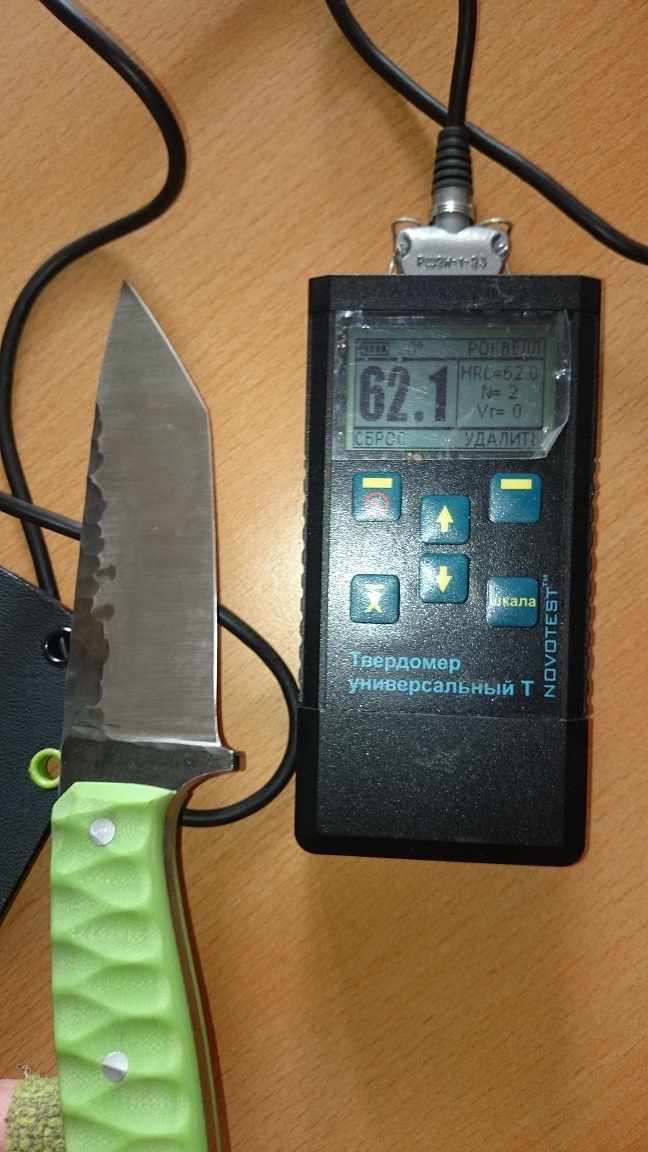
Nebenbei einen sogenannten „Bandtrenner“, da es häufig Schleifbänder in breiteren Dimensionen für nur 10-30% mehr Geld als ein 50mm Band gibt, da lässt sich erheblich Geld sparen.Und zu guter Letzt, mein Härteprozess lief bisher nur über die üblichen Proben, Härten, Anlassen nach Temperaturtabelle <- Härtewert bestimmen. Daneben zerstörungsfreie Proben (Feilen) und immer wieder Klingen brechen, Gefüge sichten etc. Da das meinem Anspruch aber nicht genügt, gab es ein Härteprüfgerät, frisch kalibriert. Die Messergebnisse an dem zuletzt gehärteten D2 unterschreiben, dass der Prozess stimmt den ich hier fahre!
Jetzt ist auch der Fall eingetreten, dass sich familiär etwas ändern wird, mal schauen, wohin das noch führt

edit:
hier gibts ein paar vermeintlich bessere Bilder. Fotografieren vs. mich:
Bilder -
@ ex Vento <- das halte ich für ein Gerücht.
Der Hinterhofmessermacher der in seiner Schmiedeesse härtet hat mit Sicherheit vielmehr Erfahrung (außer er machts erst das zweite Mal, ohne jedwede Ambition) als eine Lohnhärterei, die sich nicht auf Klingen spezialisiert hat, diese u.U. mit anderen Stücken wer weiß wie lange im Ofen schmoren lässt. Auch spezielle Lohnhärteangebote von Messermachern werden nicht immer selbst gemacht sondern weggegeben, wenn man in den geneigten Foren danach sucht, wird man es finden.
Da kann schonmal vorkommen dass ein hochlegierter C/V legierter Stahl viel zu Lange im Ofen liegt und und und.....Die ganzen Angaben in den Datenblättern zu Vorwärmstufen, Haltedauer, Durchwärmung usw. gelten für (teilweise nicht näher beschriebene) Probedimensionen an denen Tests durchgeführt und diese repräsentativen Datenblätter erarbeitet werden. Is ja logisch, dass ein Klotz 100x100x200mm länger zum Aufheizen brauch, als eine schlank ausgeschliffene Geometrie von nem Messer mit 30x2,5x200mm.....
Wenn du ein C-Stahl Messer mit 0,3mm vor der Schneidfase ne halbe Stunde auf Härtetemperatur im Ofen hältst, haste garnix gekonnt.... 30-60s/mm nach Aufwärmen halten und husch ins Öl <- der Temperatursturz machts, nach der Zeit hat man aber schon gut entkohlt (es sei denn man arbeitet in einer Schutzgasatmosphäre).
Bei hochlegierten Stählen ähnlich, nach Erreichen der Härtetemperatur halten, aber die Haltedauer weit überschreitet hat man die brutalste Restaustenitbildung die man sich nur vorstellen kann. Auch hier muss man wissen, wie man das macht...Probestücke sind übrigens nicht mit Messern vergleichbar, wenn man ein Probestück machen will/soll/kann/muss sollte das eine Klingengeometrie abbilden bzw. eine Klinge sein.
Probestücke wie z.B. ein Stück 100x50x5mm verhält sich immer anders als eine Klinge! Das ist keine Referenz für eine erfolgreiche Härtung eines Messers.Das ist natürlich alles keine Garantie für eine 100%ige Wärmebehandlung, jedoch sollte man, wenn man das selbst macht, sich da rantasten, probieren, zerstören, brechen, messen und den Prozess optimieren!
Wenn man das selbst macht und seine Erfahrungen damit gemacht hat, natürlich auch Fehler gemacht hat (aus denen man lernen kann und dies auch tun sollte) sieht und merkt man schon, wie es funktioniert.Ist allerdings keine diesem Thema beiträgliche Diskussion, dazu wurde (mehr oder weniger) das Meiste schon gesagt.
-
Anthony Marfione - oder sonstjemand aus seiner Gefolgschaft - haben für das letzte Happening der Knife-Show in Vegas ein Messer mit Titanschalen und einem anodisierten "Fuck Off" kreiert.
Das Video und die Erstellung dieser Schrift erfolgt wie weiter oben geschrieben mit einer Nadeldüse eines Schweißbrenners.
Da ich den Typen nichtmehr folge.... weiß ich nichtmehr wo es genau war:https://www.instagram.com/p/BJ…?taken-by=anthonymarfione
Dazu passend gibts noch n Video... das sieht ziemlich schnell und einfach aus (sicher mit etwas Übung)
-
Kaufst du gern ein Messer mit oder ohne Beschichtung?
Auch die Rostanfälligkeit vom Stahl ist von seiner Wärmebehandlung abhängig... Gerade ein 440C nicht korrekt wärmebehandelt, wird jetzt nicht gerade so schnell gammeln wie ein D2 mit 12% Chrom, aber es kann hier auch passieren dass sich Fleckchen bilden.
Ein 1095 auf 55-57 HRC wird vermutlich mäßig gammeln.
Lieber eine Patina kontrolliert entstehen lassen die ist in der Regel dauerhaft beständig. Wenn diese nicht wieder mechanisch entfernt oder aufgrund der äußeren Umstände nicht stabil ist. z.B. viel trockenes Holz, sehr feuchtes Umfeld, Scheide.Anderes Thema: die ESEE haben i.d.R über 1mm+ vor der Schneidfase und sind echte Spaltkeile. Mir persönlich wäre das als EDC bei weitem zu viel.
-
In meinen Augen ist das alles ein Vergleich auf höchstem Niveau..... und für den Endanwender faktisch so gut nicht wirklich zu spüren, außer man macht irgendwelche wissenschaftlichen Vergleichstests etc.pp. Auch dieser ewige Mythos des Nachschärfens hält sich hartnäckig.... wenn es stumpf ist, muss man es scharf machen. Ein niedriglegierter Kohlenstoffstahl, härter als S30V und S110V und was weiß ich nicht, ist mindestens genauso schwierig nachzuschärfen. Wie Roman aka Juchten letztens in einem Stahlfragethread geschrieben hat - einen Tod muss man sterben!
Also, ganz einfach: hol dir den Stahl den du am "günstigsten & schnellsten" bekommst anstelle dir über solche verhältnismäßigen "Belanglosigkeiten" den Kopf zu zerbrechen.
Wenn du gerne viel und oft seil schneidest, solltest du dir das hier zu Gemüt führen:
http://www.bladeforums.com/for…ion-cutting-5-8-quot-rope
Ist allerdings aufgrund der vielen Einflussfaktoren nicht repräsentativ (Härte, Klingenstärke, Dicke Primär-Sekundärfase, Art der Sekundärfase, Seil usw...) -
Hmm und ich dachte immer bei den häufig anzutreffenden Stereotypen die diesen Kontinent besiedeln in dem es exklusiv vertrieben werden sollte würde stehen:
Psalm XY.Z God & Pray, Family, Guns & Knives
Lieber wieder coole Kompositklingen und abgespacete Designs machen
-
O1 (1.2510) auf 58 HRC liegt im Bereich um 300°C Anlasstemperatur und somit im Bereich der Blausprödigkeit.
Diese Stähle sollten ideal unter 200°C angelassen werden, das heißt fürs Enzo dass das Ding zu heiß angelassen wurde und somit die "Problemchen" mit sich kommen.Hab hier bereits mit O2 (1.2842 - "Wolframloser" verwandter des 1.2510) auf 62+ HRC Nägel durchgeprügelt, in Paletten rumgepopelt und sonstige Schandtaten damit veranstaltet..... Das Messer gibts heute (auch wenn mit einer etwas gekürzten Spitze) immer noch mit einer leichten Delle (kein Bruch) als Erinnerung in der Schneide...
Wie zuvor angemerkt, der Stahl, seine Wärmebehandlung und dessen Geometrie spielen da zusammen.
Wer hebeln will soll sich ein Nagel- oder Brecheisen kaufen
-
Guten Morgen,
das ist äußerst schwierig zu beurteilen. Ein Stahl ist erstmal "nebensächlich" zu betrachten, die weitaus wichtigere Frage ist nicht der Stahl selbst, sondern neben der Verwendbarkeit für Hackarbeiten (Zähigkeit) ist die Wärmebehandlung und die Klingengeometrie maßgeblich.
Zu deiner "Belastbarkeit". Wenn man zum Hacken die Kerbschlagzähigkeit zugrundelegt, liefert google dieses Ergebnis hier: http://www.cliffstamp.com/knives/forum/read.php?17,12501 das sollte erstmal (auch aus den Datenblättern der jeweiligen Stähle) eine belastbare Quelle/Auflistung/Übersicht sein.
Wichtig ist immer nur daran zu denken, dass der jeweilige Stahlhersteller (in seinen Datenblättern und insbesondere in Vergleichen) sein Zeug als "das Beste" darstellen will, ist klar, wenn man die wirtschaftlichen Interessen eines jeden Herstellers zugrunde legt. Letzten Endes steht hinter der ganzen Maschinerie nur das Geld verdienen...
http://www.zapp.com/fileadmin/…egierungen/CPM_03V_DE.pdfGrundsätzlich sollte man für Hackarbeiten feinkörnige Stähle mit einer geeigneten Geometrie verwenden, die im Idealfall nur niedrig gehärtet sind (52-56HRC so in dem Rahmen) um möglichst viel Zähigkeit mit sich zu bringen und eben auch gegenüber Ausbrüchen gewappnet zu sein.
Achtung:
Hebelarbeiten sind keine bestimmungsgemäße Verwendung eines Messers oder Haumessers. Wenn du etwas hebeln möchtest ist eine Klinge (grundsätzlich) mit 59HRC (schon 2x) definitiv das falsche Werkzeug.Und ja, es ist äußerst schwierig, ein Hacken / Hebeln wissenschaftlich darzustellen bzw. in Zahlen wie Kräften, Querschnitten, Klingenstärken etc. korrekt zu vergleichen.
-
Werte mitlesende Forumsuser,
zwischenzeitlich ist dieser Stahl-Kunststoff-Kydexmarathon abgeschlossen und alle der 1.2379 Messer wurden eingekleidet!
Das Ergebnis war dann zum Schluss doch eine ganz gute Entschädigung für die teilweise wahnsinnigen Qualen (gefühlt) die das Kydexpressen mit sich gebracht hat (manche Scheiden habe ich 5 x neu gemacht...)
Ein Messer, was mir zu allem Elend selbst gut gefällt, hat wohl ein Körnchen Schleifmittel oder Schmutz in der Scheide gehabt und sich verkratzt.... kann man nicht hergeben, muss ich selbst behalten 
Hier dann mal die "Ansammlung" abgeklebter Messer. Da mir mein eigentliches Band ausgegangen ist und kein Ersatz mehr dafür aufzutreiben war, zumindest nicht für den alten oder annähernd alten Preis, musste alles doppelt geklebt werden. Wie ihr sehen könnt hat sich da auch noch ein Spydie und ein Bulgare druntergemogelt


Hier die kleinen Messer, bei denen es entweder keinen, oder nur eine einfachste Wicklung als Griff gibt:


Dann alles soweit abgebohrt und in Form gepresst. Dabei hat sich herausgestellt das das "auf 0" auslegen des Kydexschaums doch nicht so von Vorteil ist und die Kydexpresse (wie hier schonmal gezeigt) dann im Schraubstock weiter zusammengedrückt werden musste. Im Nachgang hab ich das Ding dann noch auf 42mm eingestellt ("auf 0" = 50mm weil so dick der Schaum ist), für die nächsten Scheiden, hoffentlich eine Erleichterung.
Dabei ist es ganz gut wenn man eine gut funktionierende Blechschere hat. Damit lassen sich die äußeren Konturen schonmal in die Richtung der Endform schneiden, gibt weniger Staub und Sauerei.

Hier die fertigen, vernieteten, Kanten geglätteten (Aceton, flyin high!) Scheiden im Haufen, Messer alle fertig geschärft:

Da diese Messer vorwiegend für die lokale Hobbyausstellung dienen sollten, das hier aber eher so den "normalen Messernutzer" anspricht (bzw. meine Vorstellung so in die Richtung geht, dass "Otto-Normalverbraucher" eher auf Küchenmesser stehen) müssen noch die Kochmesser her.... Habe zwar noch ein pärchen Rohlinge in 145 und 180mm liegen, allerdings ist das gerade nicht so unbedingt mein Geschmack.
Deshalb noch zügig ein 7er-Satz Kochmesser im japanischen Stil als Steckerl ausgeschnitten, vorgeschliffen und durch den Ofen gefahren.
Die Dinger sind ziemliche Prügel, das längste hat saftige 250mm Klingenlänge + Erl, was mein Ofen eigentlich überhaupt nicht kann (ca. 230x230x180), so dass die schräg da reingestellt werden mussten, mit dem Ergebnis eines 3mm Verzugs des ganz rechts. Mal sehen, wie sich das noch geradebiegen lässt. Bei Kochmessern gibt es immer den Effekt, bedingt durch Spannungen im Material, dass es sich beim ausschleifen auf Endstärke noch in die eine, oder andere Richtung verbiegt. Wenn ich Glück habe erledigt sich der Verzug von selbst, oder wird doppelt so schlimm

Da "nur Kochmesser" nicht geht..... noch ein paar andere Monostahl mit gebachen und das Erste mal Damast bzw. eine Art San-Mai (von Dominic Koch) verarbeitet. Die beiden Messer sind als Geschenk gedacht, wenn jemand gute Tipps für ein Griffmaterial hat, was die Struktur der Lagen aufgreift, nur her damit!


Man kann die Struktur schon "grob" erahnen. Stört euch nicht an den seltsamen Löchern, da hat der 10er Bohrer gestreikt und wollte nicht weiter.....
Hier noch ein kleiner Link zu einer ersten Probeätzung nach dem handsatinieren:
https://www.facebook.com/pauls…/videos/1597298713911760/ -
Daniel Anders Messerbau wäre vielleicht auch mal ne Anfrage wert <- weiß nicht was seine Messer kosten,
Grüße Dennis
-
Besten Dank
Bandfinish ist gut, bzw. auch Mittel der Wahl und das ging hier etwas problemloser. Beim Satinieren / Polieren macht der Stahl nicht so recht mit, hab sogar das Gefühl, dabei das Gefüge "gesehen" zu haben bzw. diverse Spiegelungen unter verschiedenem Lichteinfall, wie Linien, Flecken usw! Auch bei den geätzten Klingen sind bei 2 Stück sehr helle (fast weiße) Flecken drauf, ob und wie das kommt, hat sich mir noch nicht so ganz erschlossen.
edit: Ein gewisser Ulrich Gerfin hat mich soeben (via google gefunden) aufgeklärt. Die hellen Flecken sind offenbar partiell auftretende Karbidanreicherungen, sogenannter "GRIND"
 ... ja, das ist es. Auch die Linien bzw. Punktstruktur ist ein Ergebnis der Ausrichtung der Karbide im Material, deshalb auch, jenachdem, nicht so haltbar bzw. auch überhauptnicht polierbar.
... ja, das ist es. Auch die Linien bzw. Punktstruktur ist ein Ergebnis der Ausrichtung der Karbide im Material, deshalb auch, jenachdem, nicht so haltbar bzw. auch überhauptnicht polierbar.Geheimnisse des Stahles
-
MC Hammer war da und hat mir geholfen!
Griffe sind soweit erstmal fertig und ich hab auch erstmal keinen Bock mehr auf dieses Zeug, einpanieren macht keinen echten Spaß . Gestern abend lief es nur sehr sehr mäßig in der Werkstatt, auf den Finger gehauen, Satz Griffschalen verschliffen (1x NEU) und mit kleiner Blase am Daumen schleifen bringts nicht wirklich. Das rote Micarta is hart wie granit, da schleift man sich echt den Wolf..... Peel Ply G10 abziehen war auch nicht drin. Muss auch so reichen, oder den nächsten Anlauf abwarten. Zum Glück hat man dabei mehr als einen Versuch!
. Gestern abend lief es nur sehr sehr mäßig in der Werkstatt, auf den Finger gehauen, Satz Griffschalen verschliffen (1x NEU) und mit kleiner Blase am Daumen schleifen bringts nicht wirklich. Das rote Micarta is hart wie granit, da schleift man sich echt den Wolf..... Peel Ply G10 abziehen war auch nicht drin. Muss auch so reichen, oder den nächsten Anlauf abwarten. Zum Glück hat man dabei mehr als einen Versuch!
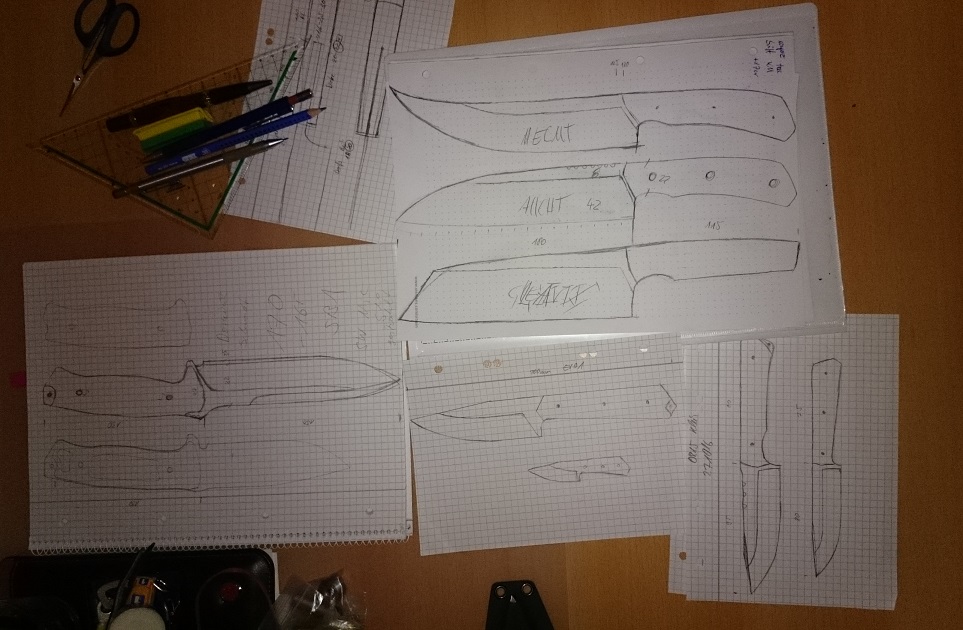
Also, anbei das muntere Konturieren in 2D (mit Radien) / 3D (über den gesamten Griff/Verlauf/Form) und etwas grooviges is auch drunter!Die Messer die eine Griffwicklung bekommen, sind nicht auf den Bildern (die 4 schwarzen und ein kleines Walzhaut/BS-finish).
Aber Daumen hoch, seht selbst:










WOOD:

-
Alfred Wolter
auch unter dem Pseudonym "Nestor" bekannt. -
<<- 1,86m 86kg +- normale Proportionen.
Kaufe mir seit nunmehr ca. 2-3 Jahren fast nur noch ausschließlich Jeans für das Tagesgeschäft im C&A. Sind i.d.R. nicht bis zum Bauchnabel geschnitten (geht mir auf die Eier) und es gibt sehr oft Zwischengrößen, verschiedenste Gewebe, Farben etc.
Levis, Lee, Wrangler & Konsorten halten weder länger, noch sind sie besser verarbeitet, vermutlich von den selben 10-jährigen Kindern in Bangladesch genäht.Allerdings gehen meine Oberschenkel problemlos aneinander vorbei ohne einzufetten
 (ca. 65cm OS Umfang, Waden was um 40cm muss jetzt nicht die dickste Stelle und/oder korrekt gemessen sein....)
(ca. 65cm OS Umfang, Waden was um 40cm muss jetzt nicht die dickste Stelle und/oder korrekt gemessen sein....)Auch die Cargos die es desöfteren im Sale da gibt sind ganz vernünftig, teilweise Thermo, Baumwolle, Ripstop (nebenbei bemerkt, hat nix mit den Jeans zu tun).
-
Die Frage nach der Oberfläche habe ich in anderen Foren bereits gestellt und von ausgewiesen Chemikern keine belastbare Antwort dazu erhalten können.
Eisen3Chlorid enthält im Gegensatz zu diversen Schnellbrünierung keine wirklich giftigen Bestandteile die zusammen mit dem Stahl oder dessen Legierungsbestandteilen zu irgendetwas brutalem reagieren (zum Vergleich, Schnellbrünierung enthält häufig Arsen oder Selen oder beides und ist auch ausgewiesenermaßen NICHT zur Anwendung bei Metallen zugelassen die Kontakt zu Lebensmitteln haben).
-
Gefällt mir gut :))))
-
Heut gibts Ausnahmsweise keine Bildersammlung, sondern nur nen kleinen Videolink
https://www.facebook.com/pauls…/videos/1590655981242700/
Keine Angst haben, der beißt nicht, Quali ist auch nicht wirklich überragend bei dem "Hoster" (wer hätte das Gedacht), aber es geht gut voran!
-